You have 0 items in your cart
RD Mathis Company Technical Library Publications
info@rdmathis.com | www.rdmathis.com
![]()
Silicon monoxide, SiO, is volatile at temperatures above 1100°C and can be readily vacuum deposited to form amorphous films with small grain size, high dielectric strength and good adhesion to glass. The films are not hygroscopic, are chemically stable at low oxygen pressures and temperatures below 200°C, and show good abrasion resistance. It has therefore gained wide acceptance as a thin film material for such diverse applications as: electrically insulating layers, capacitor dielectrics, optical films, protective overcoats for front surface mirrors and microcircuits, intermediate layers to increase the adhesion of other materials, and buffer layers to reduce chemical interactions between other materials.
The detailed optical and electrical properties of silicon monoxide films depend strongly on the rate of evaporation of the material, type of source used and residual atmosphere in the vacuum chamber. With a reasonable amount of care, however, reproducible films of highly desirable characteristics can be obtained.
Of all the simple chemical compounds (i.e. sodium fluoride, lithium fluoride, boron oxide, cryolite, zinc sulphide, bismuth oxide and magnesium fluoride) that have been studied by the authors and other workers in the thin film field, silicon monoxide has the most suitable physical properties for a wide variety of uses. Good films of this material are readily prepared in vacuum systems capable of producing only modest pressures (2×10-6torr or better) on a reproducible basis.
Silicon monoxide, in general, deposits as an amorphous film in compressive stress with small grain size and good adhesion to glass. The films are not hygroscopic and are chemically stable at low oxygen pressures. Films have been prepared with thickness in excess of 20,000 A° without crazing or peeling.
The existence of silicon monoxide was first reported by Potter in 1907, and since that time has been the subject of much investigation[2-5] and controversy. While it has been firmly established that it does exist as a compound in the gas phase, there is still some question concerning its existence as a true chemical compound in the solid state. In bulk solid form, silicon monoxide is an amorphous black solid that may in truth be a mixture of amorphous silicon and silicon dioxide. When heated above 400°C, some crystallization takes place and subsequent x-ray diffraction studies show the that crystallization to be is due to the formation of crystalline silicon and quartz as a result of disproportionation. When condensed in a vacuum, the vapor phase compound is also probably disproportionate according to the reaction
2 SiO ⇌ Si + SiO2
The deposits, as a result, vary somewhat in composition and properties depending on the rate of evaporation, oxygen pressure in the system during deposition, and substrate temperature. Extensive studies of these variations have been made recently by Hass[6], Siddall[7], and York[8].
Silicon Monoxide begins to show appreciable sublimation in vacuum at temperatures as low as 1100°C. Useful sublimation rates for thin film work are achieved at temperatures between 1200°C and 1250°C with high quality films resulting. Where extremely high rates are necessary, temperatures up to 1350°C may be used; however, the resulting films tend to contain many defects and pinholes. Temperatures above 1300°C should be avoided.
Early work with silicon monoxide was conducted using open resistant heated boats. Because silicon monoxide sublimes rather than melting and evaporating, these simple sources are subject to spitting with particles of the material being scattered. These particles cause pinholes and defects in the films. Further improvement was obtained by using a crucible, with either a radiant tungsten heater or a tungsten filament embedded in pea size chunks of silicon monoxide. While many thin film workers still use this type of source, difficulties are experienced with spitting and only small quantities of silicon monoxide can be handled.
More recently, Drumheller[9] has overcome many of the difficulties experienced with the simple exposed source by using a chimney design, which eliminates the direct line of sight from the silicon monoxide to the substrate. These sources are capable of handling large quantities at a single loading, but are difficult to properly load and maintain.
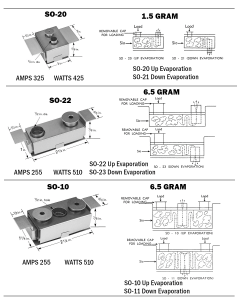
To fill the industry’s needs for any easy-to-load and use source for silicon monoxide, one of the authors, RD Mathis, has designed a new source (see Figure 1). Exhaustive evaluation of this source has shown its value in minimizing pinholes. Minor variations in design allow it to be used for either up or down evaporation, and models have been built to handle charges of 1.5 to 40 grams. The basic design incorporates an all-welded tantalum construction for ruggedness and a triple optical baffle to eliminate particle spitting.
Silicon monoxide is loaded into the source by simply removing a cap(s) and placing the material directly into the source chamber(s). Removal of the source from the vacuum system for loading is neither necessary nor recommended. A single source of this design can normally be used for ten to fifteen depositions without reloading. By exercising care in operation and loading, many hours of running time can be expected from this type of source. Sufficient radiation shields are provided to prevent excessive heating of the substrate and vacuum chamber by the hot source when extended runs are made.
Figure 1
Silicon Monoxide Deposition Sources
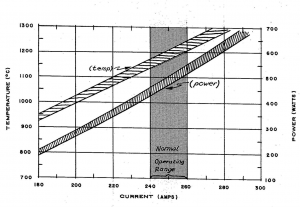
Typical operating characteristics of the 6.5 gram “SO-10” source are shown in Figure 2. The normal operating range for these sources extends from 240 to 260 amps, providing temperatures in the range from 1150°C to 1230°C. Best film results are achieved when pea size, +10 mesh, chunks of silicon monoxide are used to charge the source.
When a new source is first placed in the vacuum system, it is customary to condition the source and fresh charge by “slowly” raising the temperature to the operating point. The deposit resulting from this conditioning is collected on a shutter inserted between the source and the substrate, or the initial deposit is made without good substrates in place. During this initial stage, the new source will outgas and some spitting may be noticed. Conditioning should be continued until visible spitting ceases. Subsequent runs may be made without further conditioning.
Best results are achieved with silicon monoxide source material that has also been preconditioned. This is most easily accomplished by emptying a small quantity of silicon monoxide into a glass beaker placed on the base plate of the vacuum system, and storing it there during and between depositions. Continuous conditioning will then occur as a result of normal operation of the vacuum system.
The properties of silicon monoxide films resulting from the use of the above described sources, or other similar sources, will vary somewhat depending on the parameters used during deposition. The most important parameters to be controlled are total pressure during evaporation, deposition source temperature, substrate temperature, and oxygen partial pressure.
Films deposited at total pressures of 10-4torr (mm.Hg) or greater tend to be less dense than bulk silicon monoxide 2.15g/cm3, porous, and loosely adherent. For best results, total pressures of 5×10-6torr or better should be used. Where it is desirable to use an oxygen partial pressure of greater than this value, the deposition should be conducted in a vacuum system pumped to this pressure into which pure oxygen is bled through a controlled leak valve adjusted to produce the desired pressure. Use of gases other than pure oxygen will result in gases incorporated into the film and poor adherence. While an ultra-high vacuum system is not needed, there is no substitute for a reasonable system. A liquid nitrogen trapped oil diffusion pump system is usually adequate.
Because of the tendency of silicon monoxide to disproportionate when heated to excessive temperatures, films deposited at high rates and low oxygen pressures will contain small concentrations of free silicon. The resulting films will be extremely dark in color due to the strong ultra violet and blue light absorption by the free silicon. The films will further show low dielectric strength and electrical resistivity.
Figure 2
Typical Operating Characteristics of an SO-10 Source
When silicon monoxide is sublimed at moderate rates in the presence of small concentrations of oxygen, the oxygen will be taken up (gettered) by the fresh silicon monoxide resulting in films with an oxidation state somewhere between SiO and SiO2 and containing no free silicon. It has become customary to specify these films as films of SiOx (where “x” can take values between 1 and 2). In general, films obtained by fast evaporation and/or at pressures below 10-5torr will closely approach SiO, while films obtained by slow evaporation and/or at high oxygen pressures will closely approach SiO2.
The electrical properties of the films, when used as an electrically insulating layer, are not greatly affected by the oxidation state of the films. However, the films must be non-porous and should not contain any free silicon. Optimum films can be achieved with a source temperature of 1200°C and deposition rates of between 10 and 60A°/sec at 9 inches. Capacitor elements, on the other hand, will show some variation in value due to the change in dielectric constant from approximately 6 for pure SiO, to 4 for pure SiO2. However, with reasonable care, tolerances of 10% or better can be achieved.
The optical properties show a greater variation with oxidation state than the electrical properties, with SiO films showing a refractive index of approximately 2 in the visible and SiO2 films showing a refractive index of approximately 1.4. Pure silicon monoxide films have a high absorption in the ultraviolet spectrum, which extends well into the blue end of the visible spectrum. The absorption[10] falls off linearly to zero as the oxidation state varies from SiO1.0 to SiO1.5 and the films are non-absorbing in the near ultraviolet and blue for oxidation states greater than SiO1.5.
This absorption should not be confused with that due to the presence of free silicon, which causes an even greater absorption. Pure silicon monoxide has a strong characteristic infrared absorption at a wave- length of 10 microns, and pure silicon dioxide has a similar characteristic absorption at 9 microns. Evaporated films have an absorption maximum lying somewhere between these two extremes. The exact position of this absorption maximum can be used to determine the exact state of oxidation. By carefully varying either the evaporation rate and/or the oxygen pressure, films with properties anywhere between two extremes of pure SiO and pure SiO2 can be reproduced.
Films deposited on room temperature glass substrate show evidence of extremely high stresses and thick layers of silicon monoxide will peel after short exposures to atmosphere. Films deposited on substrates heated to between 200 and 300°C however, are apparently annealed and films of 20,000 A° can be deposited.
Like most thin films, silicon monoxide films tend to age and change their properties when first exposed to atmosphere. This is particularly noticeable on films deposited on room temperature substrates and is assumed to be due to a combination of stress relief and oxidation. Films should therefore be heat treated in air to a temperature slightly in excess of those expected in service where stability is important. This treatment can be accomplished where desirable, while the substrates are still situated in the vacuum chamber. Silicon monoxide capacitors, heat treated to 250°C, show long term stability when operated at temperatures up to 165°C or stored at 200°C.
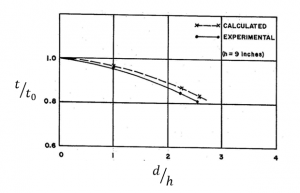
Measurements of the thickness variation as a function of distance from the substrate center directly over the source (Figure 3), indicate that the source closely approximates a point source. Included in Figure 3 is the calculated distribution of an ideal point source according to Holland Stekelmacher[12]. The calculated curves are based on the Knudsen relation
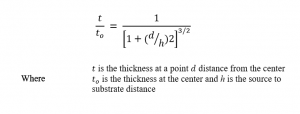
Figure 3
Distribution of Thickness
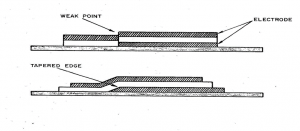
When fabricating capacitors using silicon monoxide as a dielectric or when using silicon monoxide as an electrically insulating layer, two considerations are important: the edges of the deposit should be tapered, (Figure 4) to avoid weak spots and the conductor/electrode material should be properly chosen to avoid shorts.
The edge of the deposit can be tapered by supporting the deposition mask a short distance, l mm, away from the substrate. Aluminum films of 1000A° or less thickness have been found to produce compatible electrodes for use over silicon monoxide films. The low atomic mass and thermal capacity of the aluminum minimizes the possibility of creating pinholes and shorts. In addition, when aluminum is used, it is possible to burn out any weak points that may exist in the dielectric film without shorting the electrodes together. This is accomplished by discharging a large capacitor several times across the electrodes. The energy dissipated will cause the aluminum to melt away from the weak points leaving a small hole in the electrode but no current path through the film.
Figure 4
The Advantage of Using a Tapered Edge
Other common applications of silicon monoxide layers include mechanical and chemical protective over coatings and under coatings. A common practice in the microcircuit industry is to prepare substrate for the circuits by first coating with a layer of silicon monoxide. The layer serves several purposes. First, it increases the adherence of the subsequent layers. Second, when alkali containing glass substrates are used, the silicon monoxide layer acts as a barrier to prevent attack upon the other elements by the alkali. Third, it provides a smooth surface on which to deposit very thin layers.
For this application, thick layers are used. It is also common practice in the optical coating industry to use silicon monoxide layers to protect front surface mirrors against mechanical abrasion and chemical corrosion.
Using the box type source described, reproducible coating of silicon monoxide can be deposited. By careful control of the deposition parameters, a wide range of properties can be obtained to fit a wide range of practical applications. With a minimum amount of care, hard, durable, abrasion resistance, chemically stable and pinhole free films are obtained.
Author
Earl H. Blevis, Ph.D.
Distributed By
RD Mathis Company
2840 Gundry Ave Signal Hill CA 90755
Phone: (562) 426-7049 | Fax: (562) 595-0907
1) Potter, H.N., Trans. Am. Electrochem Soc. 12 191 (1907)
2) Bonhoeffer, K.F., Z. physik Chem. 131 363 (1928)
3) Gel’d, P.V., and Kochnew, M.I., Dokiady Akad Nauk S.S.S.R. 61 649 (1948)
4) Koenig, H., Optik 3 419 (1948)
5) Erasmus, H. DeWet and Persson, J.A., Jour. Electrochem Soc. 95 316 (1949)
6) Hass, Geo., Jour. Am. Ceram. Soc. 33 353 (1950)
7) Siddall, G., Vacuum 9 274 (1959)
8) York, D.B., Jour. Electrochem Soc. 110 271 (1963)
9) Drumheller, C.E., Kemet Div., Union Carbide Corp. (1960)
10) Cremer, V.E., Kraus, T., and Ritter, E., Zeit. f. Elek. Chemie 62 939 (1958)
11) Roberts, D.H., and Campbell, D.S., Jour. Brit. I.R.E. 22 281 (1961)
12) Holland, L., and Steckelmacher, W., Vacuum 2 346 (1952)
Chemistry of Silicon Monoxide
Silicon monoxide can be produced by heating a mixture of silicon and quartz and condensing the resulting vapor according to
SiO2 + Si ⇌ 2SiO
Or by reducing quartz with either hydrogen or graphite according to
SiO2 + H2 ⇌ SiO + H2O
SiO2 + C ⇌ SiO + CO
And finally by a displacement reaction of the type
Si + MO ⇌M + SiO
In addition, some of the naturally occurring silicates can be reduced to
Al2O3 2 SiO2 + 2Si ⇌ Al2O3 +4SiO
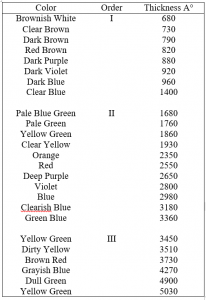
Thickness Color Chart for Silicon Monoxide
A rough estimate of the thickness of a silicon monoxide film can be obtained by watching the change in interference color produced as the film grows.